

无论是在生产、管理还是行政领域,以精益原则及其众多原则为基础的持续改进多年来在企业内部已深入人心。它之所以能在全球范围内取得成功,这与精益生产是密不可分的,因为当时的精益生产经过调整后逐步应用到了各个业务领域。在众多方法中,精益管理无疑是最为人熟知的一种方法。在实施精益管理时,人们往往会谈到精益思维这一概念。美国经济学家 James P. Womack、Daniel Roos 和 Daniel T. Jones 对精益管理进行了研究并著有《改变世界的机器:精益生产之道》(1990)一书。在书中,他们用“精益生产”来描述丰田生产体系。正是通过这本书,三位经济学家将促使丰田大获成功的“精益生产之道”引入了中国。

从本质上来说,精益生产的目标是持续改进生产流程和缩短生产周期。而生产周期取决于生产效率,因此缩短生产周期就需要提高生产效率,并减少浪费、不平衡和超负荷的现象。那么,需要采取哪些具体的措施才能实现精益生产的目标呢?为此,经济学家 Womack 和 Jones 提出了五个非常实用的精益原则:为客户创造附加值、价值流、流动、拉动原则以及持续性改善(Kaizen)和/或持续改进过程。
精益生产原则
减少浪费,创造附加值——精益生产方法能帮助您有针对性地提高生产效率。item的白皮书将为您提供关于精益生产的基本介绍。
从客户的角度确定和记录产品的价值
在精益生产中,以客户为中心的方法至关重要。因此,我们要从客户的角度去确定和记录产品的价值。产品的价值不仅包括质量和价格,还包括更重要的交货可靠性。由于整个过程链密切相关,因此我们不能忽视公司内部的“客户”,但重点应考虑最终客户。只有确定了产品的价值,我们才能清晰地区分哪些活动能真正地创造价值。然后,我们就能站在客户的角度去评估产品的质量、交付时间和交付形式。只有这样,我们才能确定哪些活动对客户来说是必不可少的以及哪些活动是可有可无的。
价值流:价值流图和价值流设计
精益生产的主要原则还包括绘制价值流图,并根据价值流图持续优化价值流。价值流包括公司生产和供应产品所需的所有业务流程。通过价值流图(VSM),我们可以清晰地了解各个流程的现状,从而使价值流一目了然。在绘制价值流图时,我们要观察各个流程工序,测量它们所需的时间,并以流程图的方式可视化当前状态。一般来说,在绘制价值流图时,生产工序相似的产品被归入同一个产品组。因此,在绘制之前,我们需要先确定产品所属的产品组,并将产品与相关的生产工序记录在特殊的产品矩阵中:
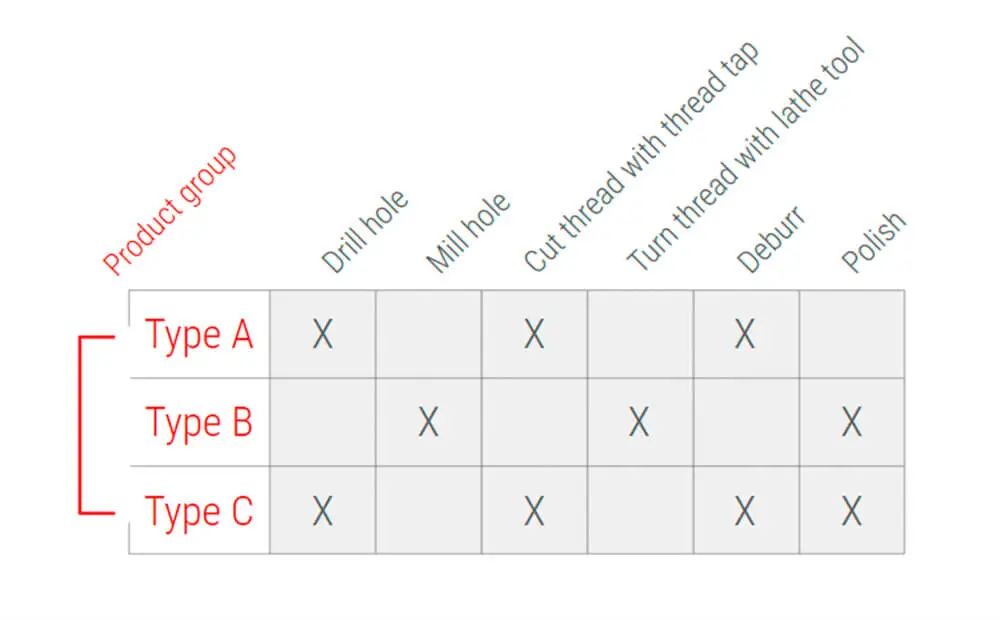
*这是绘制价值流图所需的产品矩阵。矩阵中记录了三种不同的产品。
产品 A 和产品 C 的流程工序相似,因此它们可以归入同一个产品组,而产品 B 的价值流图则需要单独绘制。
产品组形成后,下一步是以价值流图的形式可视化当前状态。在实际的价值流图中,基本的物料流和信息流都用特殊的符号表示。价值流图采用固定的绘制结构,其中客户(右上角)始终是价值流图的起点。然后,价值流图通过生产向上游推进,再回到供应商,清晰地描绘出整个价值流。完整的价值流图能揭示价值流的哪些环节可以进行改进,而这些环节可能有助于缩短生产周期或降低库存水平。
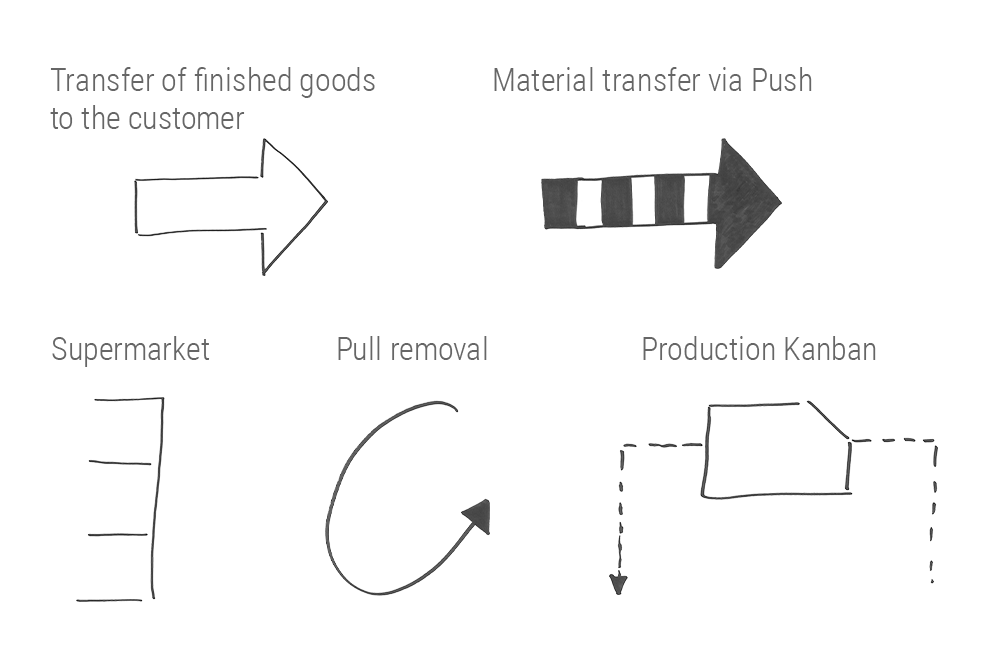
*上面的价值流符号向我们展示了在绘制价值流图时应如何使用这些符号
绘制好价值流图之后,我们就可以进行价值流设计。价值流设计的目标是为当前的流程确定一个新的目标标准。首先,我们要确定过程链改进后需要实现的目标状态。换句话说,设计价值流时我们先要确定想要达到的理想状态。此时,我们就要用到价值流图,因为它向我们展示了流程的目标标准。改进当前状态时,我们的目标是缩短生产周期,从而使企业具备以下几个优势:
缩短客户交货时间
降低库存并减少资金占用
提高灵活性
提高反应能力
一旦完成了价值流图和价值流设计,我们就为后续的工作奠定了良好的基础。下面,员工要通过持续改进过程(CIP)在三到六个月的时间内实现预期的目标标准。因此,那些不能创造价值的活动将被逐步取消。根据精益生产原则,这些活动被定义为 Muda,即“无用的活动”。精益生产重点关注七种形式的浪费(七种 Muda)。Muda 是精益生产中的 3Ms 之一,另外两个分别是 Mura(“不平衡”)和 Muri(“超负荷”)。Muda 的概念更加具体。虽然它是浪费的真正源头,但却很容易被人们所忽视。
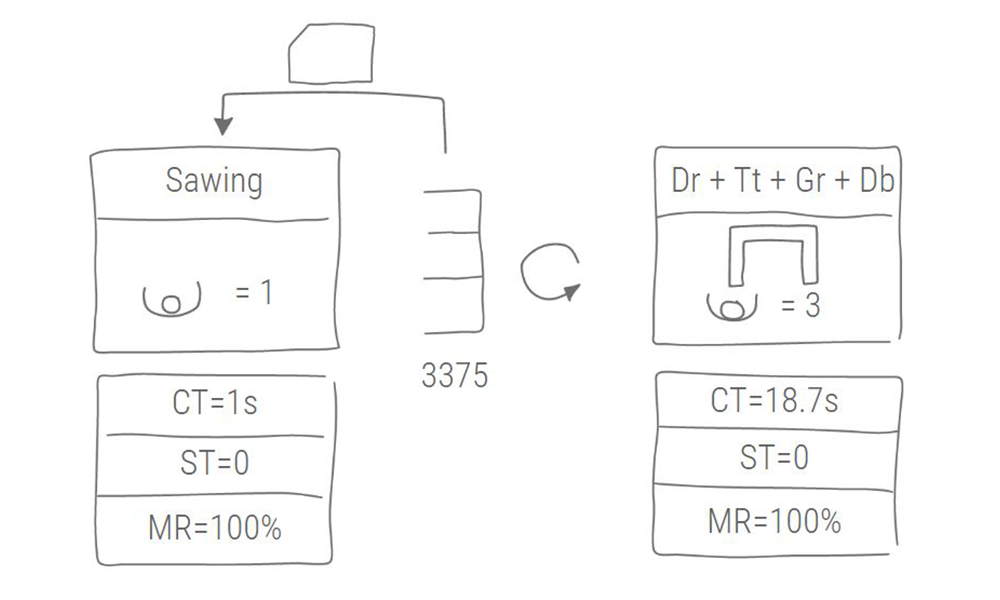
*上面的模版就是价值流模型的基本结构。
精益思维:将各个环节整合到一个流程中
当价值流中没有浪费之后,就可以使用流动原则了。根据精益生产原则,“流动”意味着生产要持续进行,不能出现任何中断。因此,我们要避免可能中断“流动”的任何因素,比如缓冲库存和临时储存。库存水平过高以及各个工序之间的等待时间也是七种浪费行为之一。为了避免这种浪费,我们要确保企业的过程链与客户的节拍时间同步。根据流动原则改进生产时,我们不仅要检查各个工作步骤,还要对所有的生产工序和相关部门进行评估。但是,我们很难将所有工序整合到一个流程中,尤其对那些不从事批量生产的企业来说更是如此。因此,我们需要注意的是,这种精益原则并不适用于所有的生产流程。
精益原则:借助拉动原则实现高效的物料流
与传统的以销售预测为基础的推进原则不同,拉动原则基于客户的实际需求。只需对比一下推进原则和拉动原则,你就会发现推进原则的缺点以及拉动原则的优势。由于推进原则以销售预测为基础,因此公司在收到客户订单时已经安排生产。尽管推进原则能最大程度地利用劳动力,但这种方式对企业来说却是弊大于利。首先,企业需要大型仓库来储存大量的库存。从精益生产的角度来说,这就是浪费,因为它占用了公司的资金和空间。而且,这种方式很容易导致生产过剩——这是另一种形式的浪费。推进原则的另一个缺点是物料流会频繁中断,因为产品要不断地进出仓库(包括临时仓库)。因此,推进原则无法帮助我们缩短生产周期,也无法实现精益生产的最终目标。
与推进原则不同,拉动原则有一个重要的优势,即围绕缩短设置时间进行生产设计,进而实现多个产品型号使用同一条生产线的目标。
拉动原则与推进原则截然相反。在拉动原则下,生产的决定因素是客户的需求。事实上,只有当客户下订单时,企业才会安排生产。与推进原则不同,拉动原则有一个重要的优势,即围绕缩短设置时间进行生产设计,进而实现多个产品型号使用同一条生产线的目标。因此,企业可以缩短交货时间,并且不需要大型仓库来储存零部件和各种成品。下面,我们看一下拉动原则的主要优点:
适用于小批量生产
不会出现生产过剩
确保持续的物料流,不会因为产品入库而中断生产
缩短客户交货时间(平均时间)
大幅减少所需的存储空间
持续性改善(Kaizen)和持续改进过程(CIP)
任何对精益生产感兴趣的人都会不可避免地碰到持续性改善(Kaizen)这一概念。毫无疑问,持续性改善在精益生产中发挥着重要的作用。不过,它与持续改进过程(CIP)存在一些区别。在许多情况下,人们并没有意识到持续性改善(Kaizen)与持续改进过程(CIP)之间的区别,但其实它们并不等同。Kaizen 是一种传统的日本思维模式,即相信生活中的一切都可以慢慢改善。它表现了人们直面挑战并努力寻找解决方案的积极态度。它的目标是不断地追求完美。从字面来看,Kaizen 由两部分组成,“Kai”的意思是“改”,而“Zen”意味着“变好”。相比之下,持续改进过程(CIP)只与工作场所的流程有关。最初,它只用于工业生产中的工作步骤。但是,精益生产的成功又引申出精益管理和精益思维等概念。
运输推车、移动式材料供应架和带流利条的流动式料架等工厂设备都是在 CIP 车间制造的。而 item 的精益生产装配系统等解决方案是制造这些设备的理想选择。
现在,办公室组织也经常使用 CIP。但是,我们这里关注的是生产中的传统 CIP,这是精益生产的核心。在进行持续改进时,我们要考虑到所有的生产领域,因为持续改进是通过很多小工序实现的。在进行持续改进时,有一点至关重要:只有积极地看待错误,我们才能形成正确的 CIP 思维。换句话说,我们不能回避错误,而要将它视为改进的机会。虽然我们的目标是追求完美,但实际上我们永远无法做到完美。因此,对员工保持透明并给予足够的信任和自由度是营造良好的 CIP 文化的重要手段。此外,设置专门的 CIP 车间可以为持续改进流程提供空间和组织基础。在 CIP 车间,员工可以借助各种零部件创建工厂设备,比如运输推车、移动式材料供应架以及带流利条的流动式料架等。而 item 的精益生产装配系统等解决方案是制造这些设备的理想选择。装配组件系统以 D30 型材精益管系统和方便快捷的紧固技术为核心,并且 D30 型材精益管可以形成牢固持久的机械锁紧连接。
(item依诺信)






































































 京公网安备 11011202001138号
京公网安备 11011202001138号