

三菱电机三维CO2激光加工机——ML3122VZ系列,是激光加工机中的多面手:能够实现三维成型钣金的高精度加工,不仅可以承担焊接任务,在激光切割的领域更是应对自如。ML3122VZ10机型在市场需求多变、加工要求复杂的现代制造领域中,受到众多客户的青睐。
高精度、高速度、高灵活性的典范

三维切割与焊接的利器 ML3122 VZ系列
本期针对客户有关日常使用中遇到的一些维护问题,以及如何解决这些问题提供常规操作建议,为客户排忧解难。
日常保养:定心
操作规范
定心对加工品质起到至关重要的影响。定心不良,加工断面会出现方向式的不良,甚至无法加工。可以说:定心的准确性直接影响加工品质。
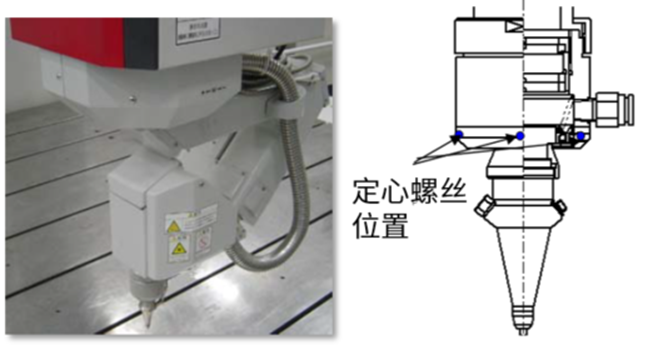
图 1
如何判断定心是否良好(参照图2),我们看到当亚克力板的定心气雾非常均匀的以圆心扩散,此时定心没有问题(图2左)。
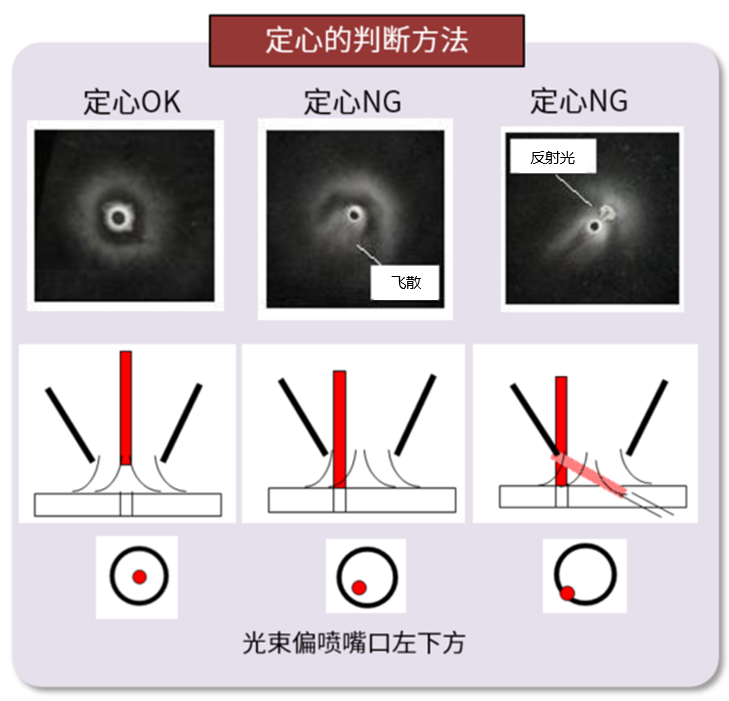
图 2
当气雾飞散(图2中),此时激光束相对喷嘴口偏左下的位置,我们需要通过加工头定心螺丝将喷嘴向左下方移动,完成定心。
当激光束更偏的情况(图2右),相对气雾的形状出现完全不规则形状。可以根据气雾方向大致判断位置关系。当然这里要注意激光束是固定的,此时调整定心是通过定心螺丝调整喷嘴的位置,最终达到激光和喷嘴同心。
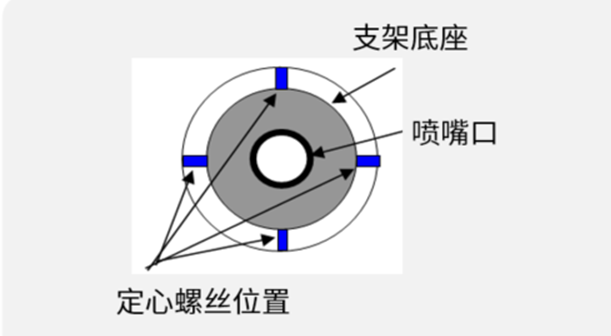
图 3
光束的位置无法调整,通过定心螺丝移动喷嘴口的位置,保证光束和喷嘴口中心一致。
日常保养:对焦
操作规范
对焦对于加工来说也起到重要的作用,焦点不确定,加工机内的标准加工条件无法正常使用。
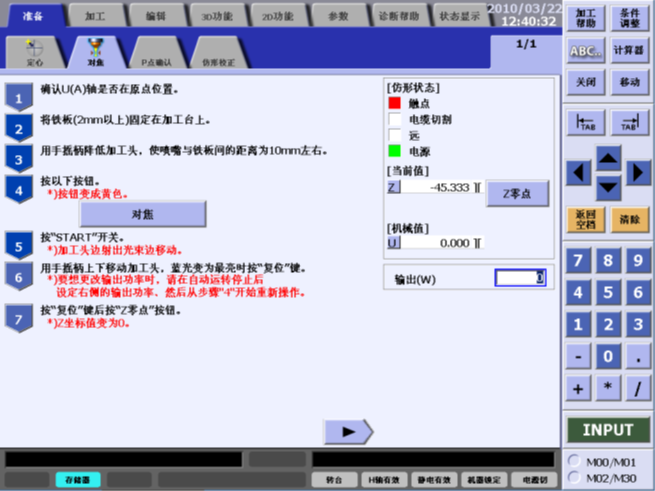
图 4 加工机对焦画面
确认焦点的目的: 聚焦镜初始焦点正确,保证标准条件能够正常使用。
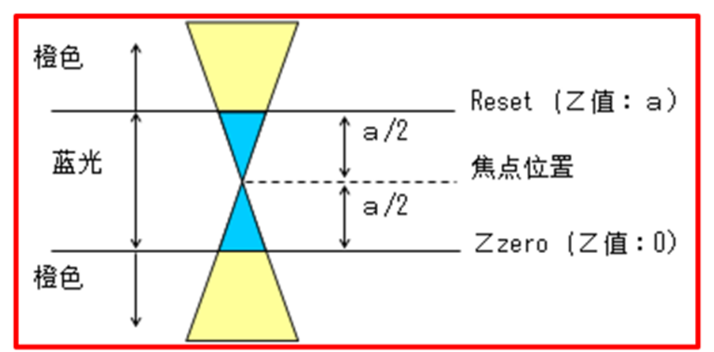
图 5
对焦的原理说明,越接近焦点位置,铁板材料气化现象越剧烈(产生蓝光),远离焦点是为黄光。通过这样的特性我们可以找到两个黄蓝交界点,判断焦点的位置。实际对焦时,加工机程序会按照图中曲线路径进行激光照射,通过上述原理我们在移动过程中找到两个黄蓝交界点,定位焦点位置。
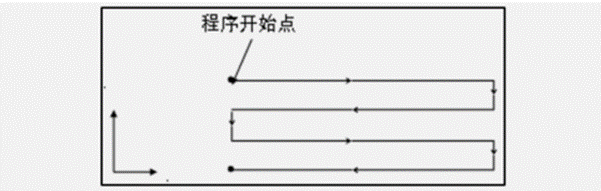
图 6
对焦过程中,切割头会根据程序路径移动,通过移动途中上下移动Z轴寻找焦点位置。
| 小窍门 人眼睛观看光进行判断都会有误差。这里给大家介绍个小窍门,因为加工透镜和加工头都是标准配件,规格也是统一,我们可以按照镜片安装治具的刻度,将镜片固定在刻度5.5的位置。即焦点位置,就可以保证稳定加工。
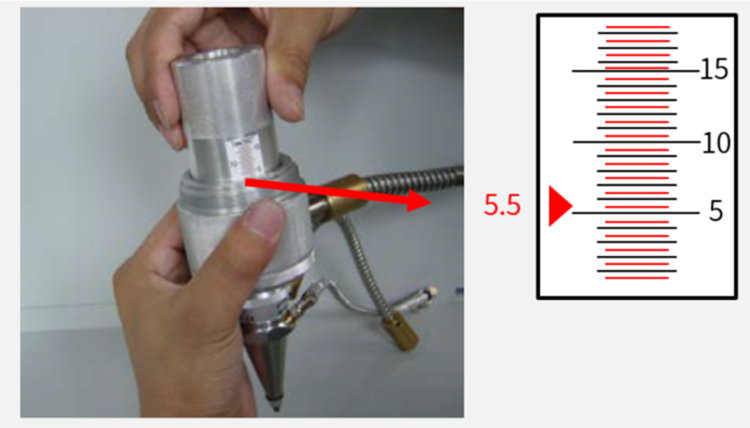
图 7
对焦如操作不娴熟,或者遇到无法找到明显蓝光,可将刻度调整到治具5.5的位置。
日常保养:P点确认
操作规范
确认P点的目的:保证加工头在联动旋转时,任何角度都能保证激光束在同一点,切割尺寸保证一致,不发生旋转错位。
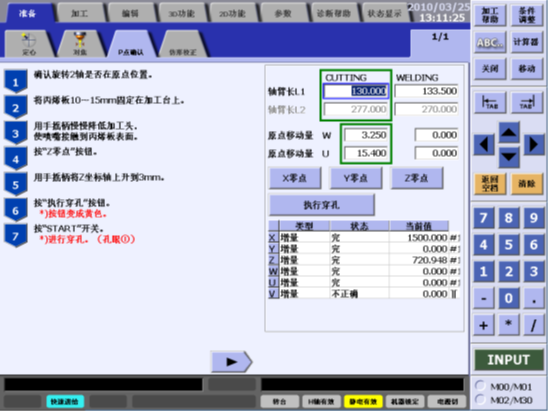
图 8 加工机点确认画面P
在VZ10里通过P点确认可以判断光路是否正常,VZ10的P点判断方法较为简单,移动W轴±90度,移动U轴±65度在亚克力板上确认孔位。
VZ20确认P点则操作步骤较多,根据以下画面提示进行操作:
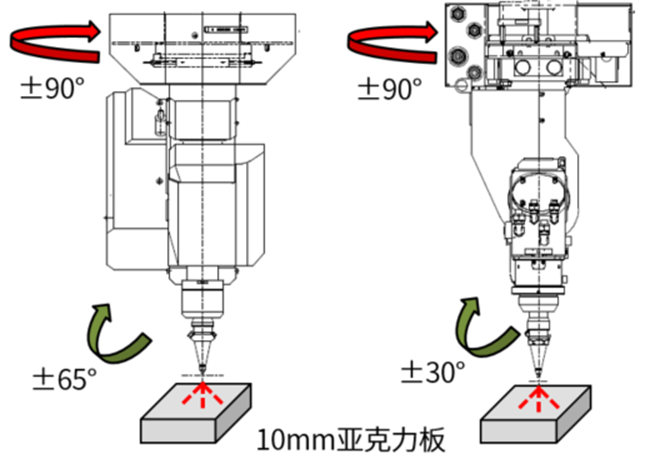
图 9
VZ20的p点和VZ10类似,也是通过亚克力板确认孔位重合性,但是是C轴旋转±90和w轴相同,A轴移动±30,这里和VZ10不同,VZ20可以通过软件参数修改各轴的联动补偿值校正,校正后实现各轴联动平衡,达到无论轴如何旋转加工头保证激光输出都在一点。
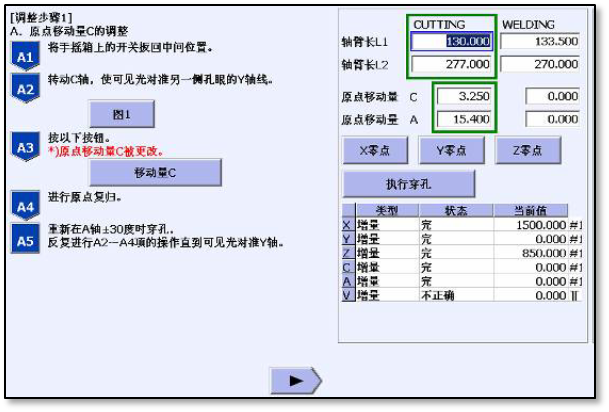
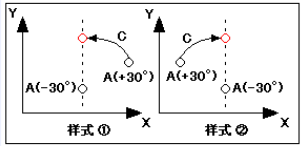
图 10
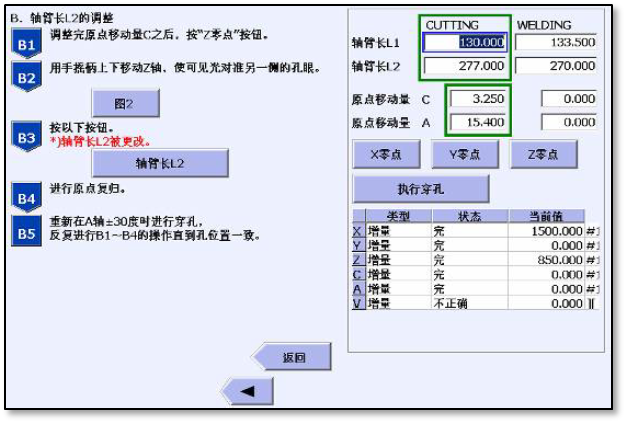
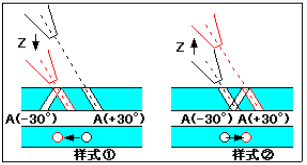
图 11
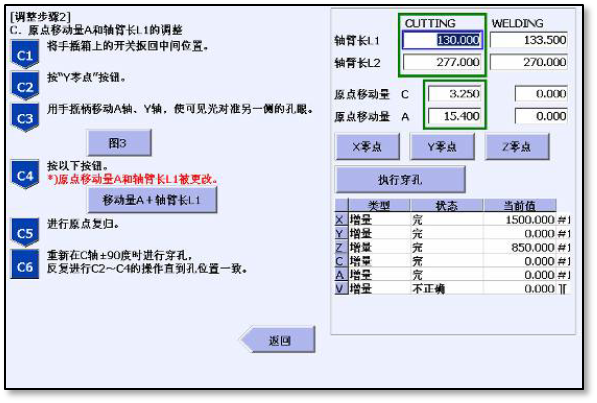
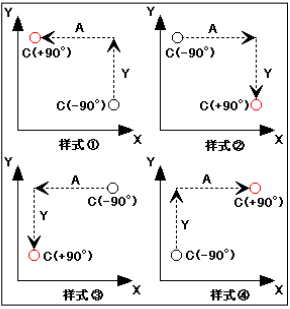
图 12
正确维护操作是设备长期稳定运行的关键,也是VZ系列持续而长久正常加工的保障。三菱电机VZ系列,可以运用于一般钣金切割,精密钣金切割,也可以运用于拼焊、叠焊及不同金属材料间的焊接(如箱柜焊接),还有半导体行业的石英玻璃等非金属材料。






































































 京公网安备 11011202001138号
京公网安备 11011202001138号