

摘要:根据双线码垛线的工艺流程和控制要求,设计了基于 S7-200 SMART PLC 和 SMART LINE 触摸屏的控制系统,与 ABB 机械手协同工作完成高速码垛。经现场运行测试,该系统工作稳定、性能高效,满足用户的需求。
关键词:S7-200 SMART、SMART LINE、 码垛线
1 引言
国内的包装生产线在发展初期一般只能完成物料包装,后续的搬运工作则由搬运工人来完成。随着产量的日益扩大,传统的人工搬运方式显然无法满足需求,码垛机械的出现为这一问题提供了有效的解决方案。
码垛机可以集成在生产线中,使生产现场变得智能化,可以实现饮料、食品、日化等行业各种作业的码垛物流,为企业改善工作条件,减轻个人体力劳动,减员增效起到了关键作用。目前主流的控制系统采用 PLC+ 机械手的方式,对整条生产线的末端产品进行整理、堆叠、整垛输出等。
目前市场上主流的码垛线为单线输送系统,码垛能力在 30~40 箱 / 分,具体的码垛能力视货物而异。本项目中设计的码垛线为双线输送,码垛能力能达到 60 箱 / 分,主要应用在食品行业。该码垛线通过 PLC 控制将两条生产线上输送过的产品分别输送到对应的堆叠区,且通过触摸屏可设定不同的层数采用不同的堆叠方式,如第 1 层按方式 1 堆叠,第 2 层按方式 2 堆叠,码垛方式灵活。
2 工艺要求
码垛线分为 A、B 两线,每条线均由以下部分组成:入口输送带 1、入口输送带 2、入口输送带 3、分离电机、转向电磁阀、转向滚筒、堆叠输送带,出口输送带等;A、 B 两线共用栈板供应系统和左右栈板输送带等设备。码垛线装备实物图片如图 1 所示。

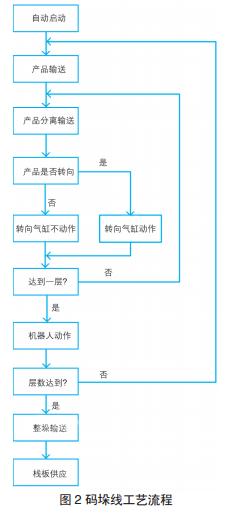
货物由入口输送带1进入,经过三个入口缓存输送带,输送到分离电机处;分离电机分离后根据需要确认是否转向 ( 如需转向则转向气缸动作 ) 并计数,PLC 进行判断产品是否已完成一列。达到一列后控制推杆动作,将货物整平。此时,PLC 发出 DO 信号给 ABB 机械手 (ABB 机械手与 PLC 通过硬接线连接 ),机械手动作抓取已完成码垛的一列产品;当完成一垛后,堆叠电机动作,将已完成堆垛的货物整垛输出;然后栈板供应启动,为缺少栈板的堆叠区提供栈板,依次循环实现持续码垛。其工艺流程如图 2 所示。
3 自动化平台选型
鉴于该码垛机 I/O 点数较多 (DI 为 75,DO 为 40),以及电控柜空间限制的需求,在系统选型时采用西门子 S7-200 SMART PLC 作为主控制器,因为 S7-200 SMART 具备 60I/O 的大点数 CPU 以及高密度扩展模块,并且模块体积紧凑,能够有效满足以上需求。码垛线上的转向气缸、滚筒等动作频繁,高达 20~30 次 / 分,故采用晶体管输出类型,外接中间继电器驱动大负载。在HMI选型上,单线系统选用7寸屏即能满足要求,但对于双线控制系统,需要显示的信息更多,最终选用 10 寸屏。同时,屏上集成的以太网接口与 S7-200 SMART 无缝连接,编程调试、设备通讯都很方便。电控系统配置如附表所示。

4 PLC 程序设计
4.1 结构化模块设计
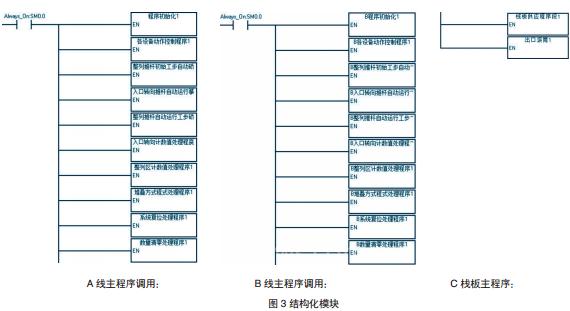
由于码垛线控制点数较多,程序较大,而且各部分功能较为分明,所以在软件设计时,采用结构化编程的理念可使程序结构更加分明。程序设计分为主程序和子程序两部分,主程序中 AB 两线运行各自调用相应子程序。子程序主要有:开机初始化程序、各设备手动控制程序、入口计数子程序、整列推杆初始化子程序、自动运行子程序、堆叠方式处理子程序、故障报警子程序、系统复位及数量清零等子程序组成,如图 3 所示。
4.2 HMI 程序设计:
触摸屏程序分主画面及窗口调用画面等总计 23 个画面。主画面用于监视 AB 生产线运行数据,调用窗口包括报警、手动控制、自动控制、堆叠程序设定、箱体动作设定、帮助说明等画面;读取或写入 PLC 变量总计约 300 个。主画面和调用窗口画面举例如下:
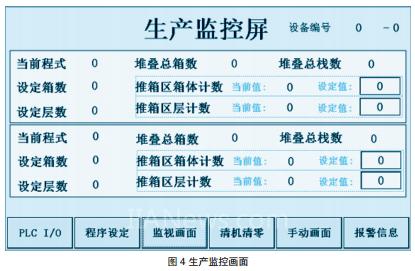
(1) 主画面:用于监视两条生产线当前运行数据,如当前程序 ( 配方 )、每层设定箱数、设定层数,已计箱区箱体数、已计当前层数等如图 4 所示。
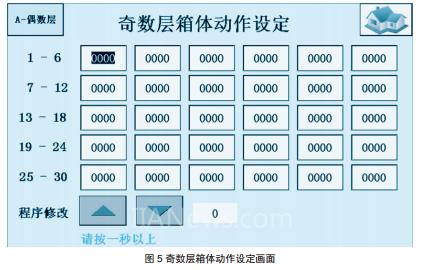
(2) 奇数层箱体动作画面:奇数层用于设定当层数达到奇数层时 ( 例 1 层、3 层、5 层等 ),该层即按本触摸所设定的方式进行堆叠,如图 5 所示。
5 结束语
西门子小型可编程控制器 S7- 200 SMART 集成以太网接口,使用低成本的普通线缆与编程设备通讯。可拆卸的端子、紧凑的结构设计大大节省了控制柜占用空间等特点。 Micro/WIN SMART 软件的子程序的调用功能,相比较其他小型 PLC 编程软件更易于方便查找、浏览程序。子程序可以做成功能块,在对多台相同设备控制时只需反复调用即可,程序结构更加清晰。
同其他 HMI 解决方案相比,西门子 SMART LINE 触摸屏编程调试更加便捷,集成的以太网接口可与 S7-200 SMART 等控制设备实现快速的实时通讯,同时具备 65000 色真彩显示,让操作员具有更好的视觉体验,高分辨率使画面更清晰,画质更细腻。其新颖设计和传统触摸屏相比具有更大的可视面积,单个画面中可显示更多的信息。通过实际的测试运行,采用 S7- 200 SMART PLC 和 SMART LINE 触摸屏的双线码垛生产线控制系统性能可靠,相比之前的单线控制系统,产能提升了 50% 以上。






































































 京公网安备 11011202001138号
京公网安备 11011202001138号