


中空吹瓶机
一、工艺介绍及控制原理
1、其工艺过程:
1)塑料的挤出
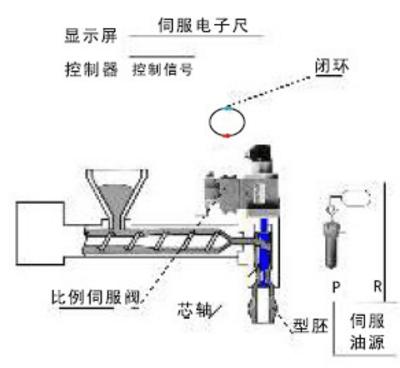
塑料加热熔化后塑炼成均匀混合流体,并以一定的压力和流量挤入机头。
2)型坯的形成
机头内的流体在重力和挤出压力的作用下,通过机头口模挤出形成所需的型坯。
3)型坯的吹胀
将达到要求长度的型坯置于吹塑模具内合模,由模具上的刃口将型坯切断,通过模具上的进气口输入一定压力的气体吹胀型坯,使制品和模具内表面紧密接触。
4)制品的冷却
保持模具型腔内的气压,等待制品冷却定型。
5)制品脱模
在吹塑过程中,型坯的形成和吹胀是吹塑过程的核心,控制型胚壁厚对于提高产品质量和降低成本非常重要。
2、吹塑成型原理
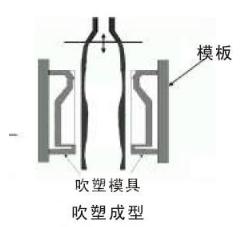
挤出吹塑成型突出的缺点是挤出吹塑成型产品壁厚均匀性不易控制,尤其对于大型形状复杂的制品,由于受型胚自重的影响,在型胚上发生减薄和缩颈现象。另外在吹制外观不均匀的瓶子时,要保证瓶子的质量,就要以所需要最厚的厚度来制作型坯。因此,在中空吹塑过程中,型胚壁厚控制是关系到产品质量的关键技术之一,通过控制型胚厚度的变化规律,使中空制品的壁厚均匀﹑节约材料。
二、PLC控制方案
(1)控制器采用CTSC-200 PLC进行动作控制和50点型坯壁厚控制。
(2)温度的测量采用工业铠装热电偶。温度控制由CTSC-200系列的8路热电偶模块CTSC 231-7TF32 完成,该模块集成控制器带智能PID算法,只要设置几个参数,231-7TF32模块就可以自行对所控温区进行加热或冷却,并将实时温度反馈给CPU。
(3)壁厚控制由231-7HC32高速输入模块采集型坯长度和模芯间隙的电子尺反馈信号,然后通过4通道模拟量输出模块232-0HF32控制执行机构驱动伺服阀来实现。
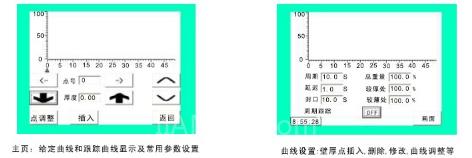
(4)操作面板采用触摸屏完成整机的型坯温度、挤出压力、型坯壁厚以及冷却时间等各种工艺参数的设定、修改、画面显示等,采用菜单式程序控制,操作简便可靠。
温度控制由热电偶、电加热及电风扇组成。PID运算由模块完成,有模拟量和数字量输出,单双向控制方式选择,控制精度达到±1℃。壁厚控制由电液伺服阀、动作执行机构和位置反馈的电子尺构成。壁厚型坯设定采用数字化方式,通过操作面板完成50点型坯壁厚控制的设定,型坯壁厚曲线的纵坐标显示壁厚,横坐标显示点数。

三、主要界面
【系统特点】
1、16位精度、高速模拟量采集模块CTS7 231-7HC32,完全能实现电子尺信号的采集
2、性价比更高,用小型机的投资实现了中型机的控制效果,大大降低了系统成本
3、温度采集模块采用隔离技术,抗干扰能力更强
4、温度模块集成智能温控算法,使编程更简单,温度控制精度更高
四、总结
目前,规模较大的吹瓶机用户一般采用竞标的方式采购设备,因此设备供应商都面临着高性能、低价格的要求。而“高性能”最重要的一点体现就是配有壁厚控制,但增加壁厚控制器会大大地增加成本。通过CO-TRUST PLC来实现吹瓶机的整机控制(包括壁厚控制功能)就完全可以解决此类问题。其稳定可靠的性能、较低的价格及精心打造的完善的解决方案,深受客户信赖。






































































 京公网安备 11011202001138号
京公网安备 11011202001138号