

设计了基于 S7-200 SMART 的化成生产线监控系统,介绍了系统架构、硬件选型及软件设计方案。在通信方面, S7-200 SMART 通过自由口通讯的方式采集一条生产线上的所有仪表的数据,然后再通过工业以太网的方式把所有生产线的数据传送到上位机,实现了现场数据的实时监控。经现场长时间运行,系统运行稳定、高效,很好地满足了客户需求。
化成生产线是将阳极电蚀铝箔置于化成液中,利用电气化学原理,使阳极电蚀铝箔表面生产氧化膜,此过程称为化成。
工艺流程
化成工艺流程为:
电极箔→水合处理→初段化成→中段化成→安定化处理→终段化成一→安定化处理→终段化成二→安定化处理→卷取
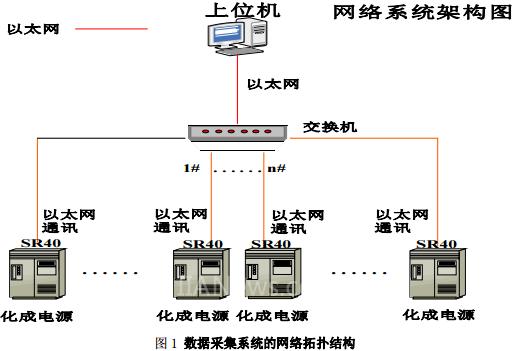
上位机是化成生产线监控系统的控制中枢,其控制网络拓扑结构如图 1 所示。它是由数据采集从站和数据主站构成的。
(1)数据采集从站
本系统对生产车间 22 条生产线、高压、低压及外围设施采用数据采集从站对信号进行采集。从站包括软件和硬件两部分,硬件部分主要采用 SMART 200 PLC 加各种 I/O、A/D 模块组成,并配有雷击和浪涌电压防护模块。
系统能监视、记录铝箔生产线重要的生产数据。本系统负责目前生产线需要采集的最多 45 个数字表头的数据。
每个采集从站可扩展一个 485 接口,可以和其它设备进行 MODBUS 通讯。模块采集数据可通过 PLC 的以太网接口将所有的系统数据通过工业以太网传送至上位机。
(2)数据采集主站
1.上位机采用台式电脑作为监控主机,可储存数年的历史数据。
2.对于各种持续的数据,可以实时曲线和历史曲线的方式直观显示,作为衡量生产线性能的依据。
3.所有故障报警及预置目标值(SV 值)修改均有记录。
4.通过终端程序和双网卡将工厂的局域网和工厂监控网络分开,保证现场数据的安全与高效。客户可通过外网随时监控现场数据。
方案确定
本项目中采用西门子 S7-200 SMART PLC 作为主控制器,采用上位机的显示器作为人机交互接口。S7-200 SMART 的 CPU 集成了以太网接口和 1 个 RS485 接口。RS485 通信口支持自由口通信,以太网接口不仅支持程序调试功能,还能与触摸屏和计算机进行通信,轻松组网。S7-200 SMART 配备了西门子专用高速处理芯片,可以轻松满足化成生产线监控系统的控制要求。
本系统采用 CPU SR40 采集生产线上所有仪表的数据,然后再把所有 PLC 的数据都通过以太网传送给上位机,每个 CPU 均配备了 RS485 通信板。CPU SR40 具有 24 点输入,16 点输出,支持自由口通信,完全可以满足化成生产线的控制要求。
软件开发
(1)化成电源控制程序
通过采集电源的状态、电压、电流等数据和上位机的控制,做一个调节的闭环的自动化控制。
(2)化成线通信程序
PLC 不仅要采集生产线上所有仪表和状态信号,而且要接收上位机下达的控制任务。在一个化成生产线监控系统中,PLC 与上位机的实时通信很关键,否则会影响到整个系统的运行效率及安全。影响实时通信的因素有:通信仪表的数量、通信波特率、通信介质、通信协议及通信网络结构等。
其中 RS485 自由口通信协议及程序的实现尤其重要。由于 AIBUS 通信协议中主站对从站的读写操作是分开的,在监控系统中,主站不仅需要得到化成电源的实时状态,还需要把控制任务实时发送到化成电源,在化成电源数量比较多的系统中,如果采用读写操作分开的通讯协议,那么通信的实时性就会明显降低。
本项目为了达到操作的实时性,采用了一次发送和接收的方式,提高了通信效率。
参考 AIBUS 协议,通过自由口协议编写的控制和通信程序实现了类似的功能和工业以太网实现了同时操作多台电源的控制和实时监控。
应用体会
S7-200 SMART 控制器可扩展至 2 个 RS485 通信口,均支持自由口通信,很好地满足了化成生产线对 RS485 通信口的数量要求。同时,本地集成的以太网口支持编程调试、触摸屏通讯等功能,使用 1 根网线就可以实现编程调试工作,不必走到每台 PLC 旁边去调试程序,从而提工作效率。






































































 京公网安备 11011202001138号
京公网安备 11011202001138号