

引言:本文主要介绍了和利时LE系列的PLC产品在冲孔切口机上的应用。
1 设备概述
冲孔切口机主要有上料单元、切口及冲孔单元、出料单元、电气控制系统等组成,主要完成对钢管的两端分别切圆弧切口及钢管中间冲安装孔
上料单元:在工件入口处放入钢管后,电机旋转取走钢管,并带动不同工位的钢管由出料机构,给切口冲孔单元源源不断的提供钢管。
切口及冲孔单元:主要由搬运机械手、切口单元、冲孔单元组成;取料机械手完成将工件搬运到切口及冲孔单元,等待工件加工完成取走后,再次搬运工件。切口单元主要完成对钢管两端切口,当锁紧后,主要有液压气缸推动刀头进行切口。冲孔单元对切口完成的钢管进行冲孔,该单元主要有液压气缸下压冲孔。
出料单元:有出料机械手组成,主要完成对加工完成的钢管取走,使设备可以自动运转。
电气控制系统:电气控制部分主要有和利时的LE系列可编程控制器及HT7700T人机界面组成。
设备图片:

2 设备工艺说明
取料机械手原位:右上方。有两个夹子;在切口前,机械手应返回原位。
出料机械手原位:左上方,只有一个夹子。
切口共切两次:第一次从左—右,切刀检测1左右传感器信号:有---无—有,既传感器有信号时,左切口油缸推出为1;无信号时:左切口油缸回拉为1,左切口油缸推出为0;再次有信号时:左切口油缸回拉为0,左切口油缸推出为0。
切口动作过程:机械手下降取料,抓取铁管后上升,左移将工件放在切口加工处,回原位,左切口两边夹紧缸推出为1,根据切刀检测1左右信号,执行动作;完成后切口中心定位气缸为1,根据切刀检测2右左信号,执行动作,完成后,左切口两边夹紧缸回拉为1,左切口两边夹紧缸推出为0,过一定时间后均为0,切口中心定位气缸为0回右边(原位),机械手由左边的夹子取走工件,放在冲孔料槽上。
冲孔动作过程:在机械手回原位后,先转向挡料气缸动作,再转向进出气缸动作,再接着转向气缸动作,再接着转向挡料气缸及转向进出气缸为0,再接着转向气缸为0,转向进出缸检测传感器检测到有信号时,冲孔油缸下压,下限位检测到后上升。
取工件机械手动作过程:右上原位,下降→夹紧→上升→左移→下架→松开→回(原位);
出料机械手动作过程:左上原位,有工件→右移→下降→夹紧→上升→左移→下架→松开→上升(原位);
伺服一圈2000脉冲/S , 一圈2000MM.
3 系统设计
设备的电气控制系统主要有LE5108高性能PLC产品,该系列PLC产品集小型PLC产品灵活的结构和中型PLC产品强大的功能优势于一体,可以广泛应用于恒压供水、暖通空调、纺织机械、包装机械、印刷机械、塑料机械、食品加工机械等行业。
IO分配表
可视化人机交互界面说明
HMI界面可查询设备相关状态,设备也可同过HMI完全手动控制。
设备正常自动运行前,应先设置相应参数,设备的整个运行周期在高级参数中可以设置。
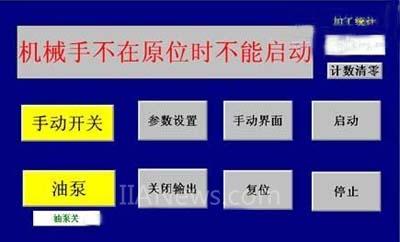
启动界面

参数1

参数2

参数3
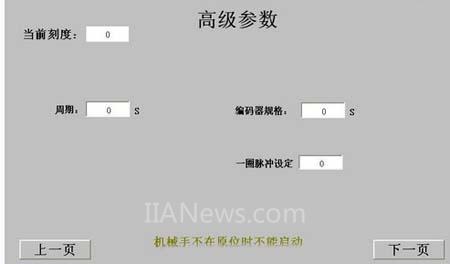
参数4
4 总结
和利时LE系列PLC紧凑的一体化设计,有效地节约了成本和电气设备的安装空间。产品具有4轴100KHZ高速脉冲输出,具有丰富的运动控制指令,方便编程人员使用,产品在同类产品中响应速度快,功能强大,具有很高的性价比。






































































 京公网安备 11011202001138号
京公网安备 11011202001138号