

M218通讯控制输送带输送贴标物品,PTOMovefast控制贴标伺服1和2高速响应,同步跟随输送带贴标。人机界面STU855实现整机操作,手/自动,贴标选择,参数设定,配方管理等。
客户介绍

该包装机械客户在食品、化工、医药等行业的灌装.旋盖.贴标等设备上有非常丰富的开发、设计、生产.应用经验,其产品在国内、外具有一大批稳定客户。随着最终用户生产需求的提高,原控制系统已经不能很好的满足客户需求,因此和施耐德电气共同开发新的控制系统。
关键词:
M218、STU855、LXM23D、ATV303、位置同步、速度同步、 PTOMovefast
工艺简介
双面自动贴标机的主要材料为不干胶标签,被贴标物体可以是方形,圆柱形,扁平,大弧度面等,相对于手工贴标极大的提高了贴标速度和贴标位置精度,改善了标签贴附的稳定性,产品的美观度,该机型稳定贴标速度为40米/分钟,贴标精度±1mm.
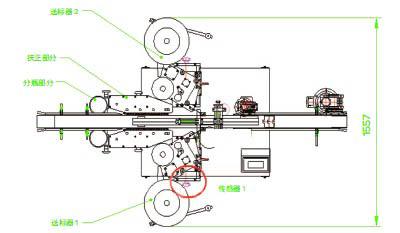
双面自动贴标机的瓶子沿送瓶皮带前进,当检瓶光电开关检测到贴标物品时,延长可设定时间T1触发贴标伺服启动, 贴标伺服按设定距离L1或标签光电的设定偏移L2走定长送标,使标签贴附在贴标物品上, 贴标物品继续前进经贴附辊旋转滚压,使标签牢靠的贴附在贴标物品上,这样一张标签就贴好了。
贴标机构动作
双面自动贴标机主要由分瓶,扶正,夹紧和两套送标器构成,贴标的主要动作是送瓶和送标同步。
卷筒标签的运动轨迹:从放卷轮开始被动放卷,经过缓冲轮保持张力→导向辊→驱动轮→剥离板→导向辊→最终通过收卷轮将卷筒标签底纸回收;→剥离后的标签经过贴标辊滚压在贴标物体上送标器的工作原理是当检瓶光电发出准备贴标的信号后,贴标伺服带动驱动轮转动。驱动轮通过静摩擦驱动标签纸前进,因为连续的标签卷筒底纸通过导向辊到收卷轮,所以标签纸正常为张紧状态,当标签卷筒底纸紧贴剥离板反向到收卷轮时,标签由于自身材料具有一定的坚挺度,前端被强迫脱离、准备贴标。此时贴标物体恰好和标签前端切线重合,由于驱动轮和送瓶皮带速度一致,因此标签很自然的贴覆在贴标物品上,当标签光电检测到1个标签经过时,发送停止命令, 驱动轮带动标签前进可设定距离L2停止,使标签前端伸出,送标器完成一次贴标。
[DividePage:NextPage]
控制系统要求
DI: 9点
其中:标签光电2点,断标光电2点,检瓶光电1点,伺服故障2点。急停1点,变频故障1点;
DO: 8;
其中:伺服2点,故障1点,园瓶1点,送瓶1点,夹紧1点,滚标1点,压瓶1点;
通讯控制送瓶变频,在触摸屏上改变速度
M218通讯控制输送带输送贴标物品,PTOMovefast控制贴标伺服1和2高速响应,同步跟随输送带贴标。人机界面STU855实现整机操作,手/自动,贴标选择,参数设定,配方管理等。
施耐德电气方案

包括PLC程序块POU,变量结构,程序语言,定位地址分配,HMI画面结构等;
程序块-按应用功能分为多个并行和嵌套的POU(程序组织单元),在任务中和主程序中分别调用,使程序容易阅读.查找和调试;主要包括贴标PTOMovefast定位,参数设定转换,园瓶,报警等;
变量结构-全局变量(包括输入I.输出Q.触摸屏通讯的变量和其它,分别建立独立I.Q.H和Other的GVL全局变量中);
局部变量(放在实现独立功能的POU里,方便类似功能的复制.更改);
程序语言-主程序和逻辑动作部分采用LD(梯形图),变频器通讯程序采用CFC(连续功能图)交换数据,嵌套ST(结构化文本语言)写DriveCOM动作流程,SoMachine的另外3种编程语言IL(指令表),SFC(顺序功能图),FBD(功能块图),没有使用;
定位地址分配-%MW0-9位地址用于按钮.指示灯.报警等, %mw10-399用于参数设定,显示,动画,配方等。
HMI画面结构-包括操作监视.手动.参数设定.故障.配方.调试等界面

设定出标长度、速度,延时时间,园瓶贴的压瓶位置,标1.2的位置,定位延时等参数; 操作选择园瓶功能,输送带,喷码,贴标伺服点动,单动等; 配方管理贴标设定参数。






































































 京公网安备 11011202001138号
京公网安备 11011202001138号