

双变频卷染机在染整行业应用越来越为广大客户所接受和使用,施耐德电气的M238 PLC通过利用内置的CANopen总线接口来控制变频器的给定和运行命令,包括张力和速度的切换,来实现对双变频机的控制。
客户介绍:

该客户的双变频卷染机是染色设备的常规产品,是在直流调速电机的基础上发展起来的,目前随着变频器功能的逐渐完善强大及直流调速变频存在的缺点,双变频卷染机在染整行业应用越来越为广大客户所接受和使用,已经形成主流。当前运用该技术的品牌很多,包括欧系PLC + 欧系变频器,日系PLC + 日系变频器等,为了使施耐德电气公司更好的掌握该项技术,故在该客户成熟的机器上进行该项目的开发研究。采用SoMachine软件平台上的M238+ATV71+Encoder 方案,取得了较好的进展。
关键词:
M238、XBTGT、ATV71
工艺简介:
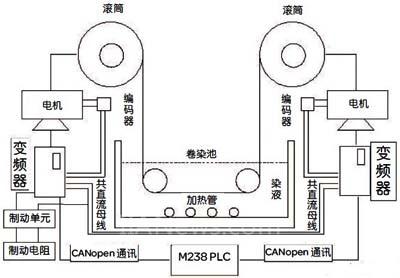
双变频卷染机包括常温常压和高温高压型卷染机,主要用来将坯布进行染色处理,处于染整工序里的前道工序,主要是利用两根卷绕轴将布匹按照一定的工艺要求包括温度,道数,速度,张力等工艺下通过染缸里染液里来回不停运行进行染色,从而达到一定的染色效果,染色的好坏、是否均匀及是否对布匹有损伤都取决于两根卷绕轴的运行情况。原理如图:
机械性能要求
1. 速度范围:0-120m/min
2. 卷径变化范围:290mm-680mm
3. 张力控制范围:1-50kg
4. 温度控制要求:0-140℃
5. 温度控制精度:±1℃
技术关键点
在没有张力检测装置的情况下张力如何保持恒定,包括在速度变化,加减速及启动停止的过程中;
在没有有效的速度检测装置的情况下线速度如何保持恒定,卷径的检测至关重要;
[DividePage:NextPage]
施耐德电气方案
通过CANopen总线完成变频器的速度控制,张力控制;
能够按照工艺参数运行,配方工艺的存储调用等功能;
能够实现自动运行,上卷,退卷,上布,出布等功能;
温度控制能够进行自动运行和手动运行的工艺选择及测试功能;
在升温过程中的摆布功能可以选用;
当从自动工艺转为手动时后再次转为自动时要能够按照上次的自动运行的工艺进行运行;
报警功能包括故障代码的显示;
运行圈数自动计数并能够实时修改;
运行过程中速度能够实时修改,张力要求保持一致;
要能够实现布厚自动计算的功能用于卷径计算;
使用显示屏与M238通讯,参数的设定显示及报警信息等;
半自动运行功能的实现;
b 控制系统方案说明
M238 PLC利用内置的CANopen总线接口来控制变频器的给定和运行命令,包括张力和速度的切换,无需再加总线控制模块节约了成本。温度和圈数均通过变频器来中转,节省了模拟量模块和高速计数器的输入点数;
两根卷绕轴均由5.5kw的ATV71变频器+编码器闭环矢量控制完成;实现速度控制和张力控制;
XBTGT2330与M238通过Modbus进行数据交换。
控制系统架构图:

总结
1:总线通讯响应速度快,精度高;可以根据辊筒卷径实时的修改运行速度和电机力矩,实现恒张力和恒线速度。保证产品质量。CANopen 总线的通讯速度是1Mbps,快速的响应提高了控制的实时性。
2:ATV71过载能力强,低速时能够保证转矩精度;
3:开发有专门的应用功能块AFB;方便客户进行二次开发,同时至少可以节省50%的系统开发时间。
元件清单







































































 京公网安备 11011202001138号
京公网安备 11011202001138号