

仓储管理通常是一个需要权衡的问题
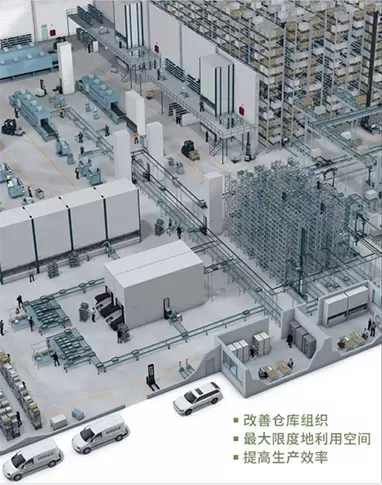
确保有正确数量的库存,既要保证其安全、防止被盗,又要易于访问,所有这些都需要在一个紧凑的空间内完成。在咨询了业内精英后,卡迪斯提供了这些仓储最佳实践,可保证改善仓库组织、空间利用率、生产效率和库存控制,从而提高您的仓储运营效率。
仓库生产效率
1、定期检查 SKU 速度
有些SKU比其他SKU流动更快。持续检查SKU速度,根据SKU的流动速度变化(从快到慢或从慢到快)重新分配仓储位置。
确保将快速流动的、经常访问的SKU存放在易于访问且符合人体工学的位置(通道末端齐腰的位置),考虑将拣选频率高的SKU作为套包存放在一起。
2、将产品储存在物料盒和周转箱
放置在开放式货架上的产品会暴露在污垢、灰尘和废气等污染物中。使用物料盒、隔板和周转箱不仅能使产品保持清洁、有序和可用的状态,还能最大限度地提高仓储容量。
3、思考分拣与传递策略
订单周转箱从一个区域到另一个区域进行传送。拣货员只在自己的区域内补充SKU,完成后将订单周转箱传递至下一个区域。
在通过最后一个区域后,到达要发货的装运区。为了提高生产效率,将订单分拣到集装箱中,这样就可以贴上标签,直接放到卡车上。
4、实施批量分拣 加快履单速度
批量分拣允许一个拣货员同时完成多个订单或一批订单,一次可访问每个SKU位置。这种分拣策略减少了每天多次前往同一分拣地点的时间,提高了分拣效率。

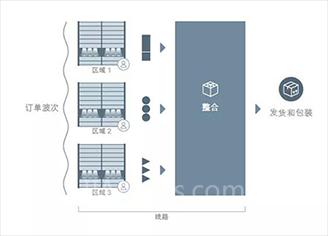
5、通过平行分拣加快履单速度
拣货员被分配到一个特定的区域。每个区域同时从各自区域内分拣所需的SKU(平行分拣)。
该区域的SKU被拣选出来后,会被送到整合区,在整合区内,每个区域的SKU结合起来形成订单。这种策略可以同时拣选更多的订单,从而加快订单的履行速度。
6、计算人工成本
计算人工成本,以确保运营中的实际成本平衡。您是否在分拣系统中不断地放入更多的物品?花太多钱用于工伤理赔?
对自动化仓储的投资可以减少您在分拣作业中所需要的人员数量,您可以将这些人员重新分配到其他地方。

7、接收产品后直接放入待出订单
与其收到订单后再补货到仓库,不如对照待出订单接收产品,等待收到产品。与其收到订单后再补货到仓库,不如对照待出订单接收产品,等待收到产品。
这意味着,产品从来不会仅为实现被拣选的目的而进入仓库库存。收到的产品被直接放入订单,返回门外。
8、通过波次分拣来确定订单的优先级
可以考虑通过波次分拣来确定订单的优先顺序,并保持操作的顺利进行。按波次释放订单,有助于管理每个环节(分拣、订单整合、补货、包装、发货)的工作量,避免某个环节负荷过重造成瓶颈。
9、顺序分拣以提高生产效率
通过顺序分拣,可以减少行走时间,开辟出一条清晰的提高效率的路径。顺序分拣不需要拣货员在分拣区中穿梭或多次访问一个存储位置来完成订单。减少这种重复性的工作可以提高生产效率,减少不必要的行走。
10、定期补货 避免货量不足
优先安排补货以避免货量不足,并减少收货区的溢出。与其将新产品留在收货区门口,不如每天找时间进行补货作业。
11、灵活设计您的仓库
灵活性意味着为迎接变化做好准备。将您的作业设计为:由少量员工进行管理,并在高峰期轻松增加到许多员工。如果您了解自己的需要,这将有助于您提前计划好预期的季节性需求,否则等找到工人时已为时过晚。






































































 京公网安备 11011202001138号
京公网安备 11011202001138号