


一、 设备概述
漆包线生产工艺分为:放线→退火→涂漆→烘焙→冷却→润滑→收线,上图中的设备及为最后一个环节收线,设备由控制系统 PLC,操作系统文本编辑器,执行机构收线盘,张力杆,摆线机构组成。每 2 个盘为一组,实现自动换盘功能。为保证漆包线的均匀度,必须收卷实现恒张力控制。
一台设备共 40 个转盘,20 组工位。
二、 工艺简介
2 台变频器为一组,每个变频器拖动一个转盘。当其中一个转盘线收满,自动换盘到另一个盘。在自动换盘过程中,要求变频器对信号的采集,反应出的频率速度要高度一致。如果一个慢或快了,或造成松卷或断线情况。
三、 电气系统配套及系统图
电气系统配置:

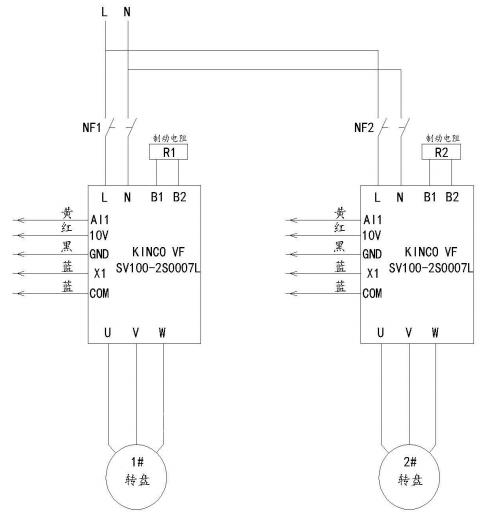
变频器接线图:
四、 总结
在实际应用中,自动化换盘过程,KINCO 两个变频器对信号采集反馈的频率差最大仅为 0.06HZ,实现了完美的自动化换盘过程,保证客户的产品不变形,不松卷,不断线,获得客户的好评。KINCO SV100 系列变频器采用高精度元器件,加上强大的软件处理功能,完美的实现恒张力控制。
最后:技术难点
1、在自动化换盘过程中,需要两个变频器对模拟量的采集和输出频率高度一致。如果慢了,容易收线不紧,如果快了,容易断线。
2、需要用到电阻刹车制动,和直流制动功能。在使用过程中容易报 E020 故障,需要把 A8.01 改成 2000,屏蔽该故障。
在制动过程中如果容易报故障,需要把 A1.16 制动电压值改低一些。






































































 京公网安备 11011202001138号
京公网安备 11011202001138号