

■项目功能
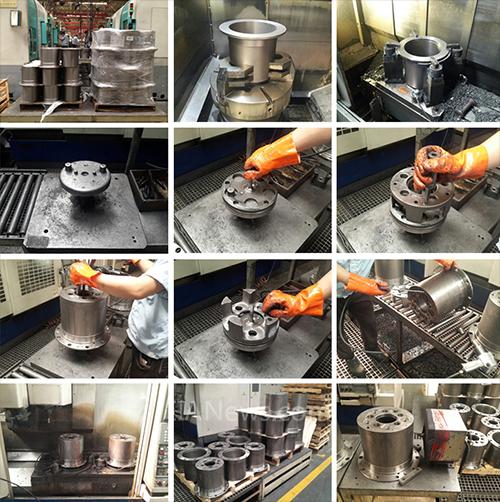
该项目为轮边减速器壳系列机加工自动生产线,实现轮边减速器壳撤垛、车削、钻削1、钻削2、装配、复合加工、拆卸重装、打标、码垛9道工序。
■方案布局
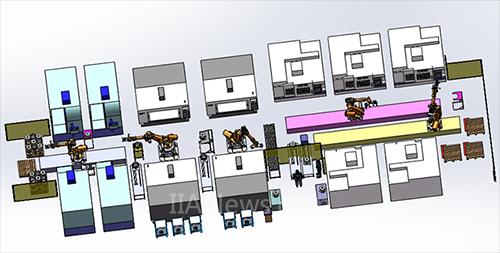
■项目组成
4台数控立车及自动夹具、9台立加自动夹具、1台打标机、5套GSK-RB165机器人及抓手、1套控制系统、2套视觉引导系统、3套导轨、5套、滚轮输送线、1套安全系统等;
■工艺流程
1、人工将毛坯垛叉指定位置停止。
2、机器人A识别毛坯垛:
A 分别将毛坯送至数控立车。
B 将毛坯送至翻转台,在将翻转后毛坯送至数控机床。
C 将数控机床加工好的OP10工序件送至视觉引导台。
D 机器人进行抓手快换
E 将隔板、托板送至指定拖板上。
3、机器人B将视觉引导台上的工序件送至立加加工OP20工序,将加工好的工序件送至翻转台。
4、机器人C 将工序件送至立加加工OP30工序,将加工好的工序件送至装配线。
5、人工从工装回收线抓取工装进行OP40工序装配。
6、机器人D、E分别抓取OP40工序件,将工序件送至立加加工OP50工序,将加工好的OP50工序件送至拆装线。
7、人工进行OP60拆卸工序拆卸重装。
8、拆卸线末端进行工件打标。
9、机器人E将打标后的工件送至托盘进行码垛。
机器人E将打标后的工件送至翻转机构。
机器人E将隔板送至垛堆上。
10、产线提示人工进行上垛及撤垛,一次上垛可满足产线2小时生产。






































































 京公网安备 11011202001138号
京公网安备 11011202001138号